Introduction
Pumps are critical components in industrial systems, widely used in chemical processing, water treatment, oil & gas, power generation, and manufacturing. The reliability of a pump largely depends on its sealing performance. Poor sealing can lead to leakage, efficiency loss, unplanned downtime, and even safety hazards. Selecting the right seals and optimizing sealing design are key steps to improving sealing reliability in pump equipment.
As a professional sealing solutions supplier, DXTSEALS provides high-performance seals designed to meet demanding pump applications.
Common Sealing Challenges in Pump Applications
Pump seals operate under complex conditions, including:
-
High pressure and fluctuating loads
-
Abrasive or corrosive fluids
-
High or low temperatures
-
Continuous rotation or reciprocating motion
Common sealing problems include excessive wear, chemical degradation, thermal cracking, and leakage caused by improper installation or material mismatch.
Types of Seals Used in Pump Equipment
Different pump designs require different sealing solutions. The most common types include:
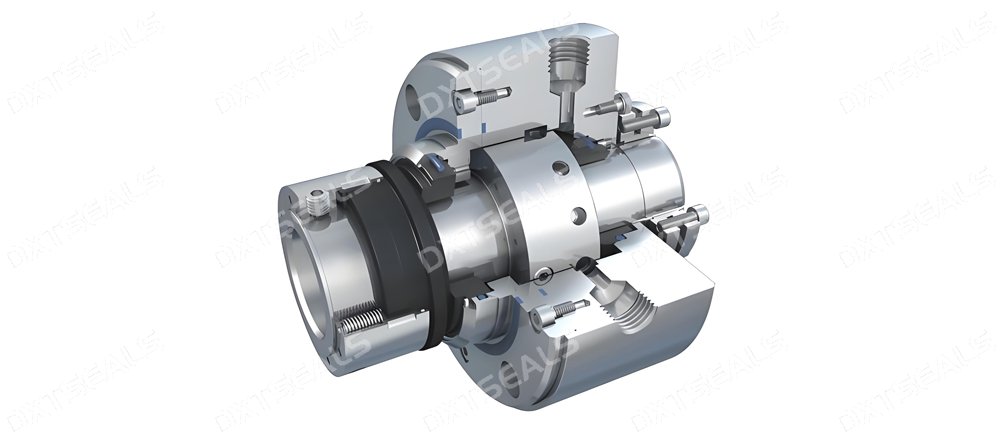
1. Mechanical Seals
Mechanical seals are widely used in centrifugal pumps to prevent fluid leakage along the rotating shaft. They offer excellent sealing performance and long service life when properly selected.
2. O-Rings and Elastomer Seals
O-rings are often used as static or secondary seals in pump housings, covers, and flanges. Material selection is critical to ensure resistance to temperature, pressure, and chemicals.
3. Lip Seals and Shaft Seals
Radial shaft seals help retain lubricants and prevent contamination ingress, especially in auxiliary pump components.
4. PTFE and Spring-Energized Seals
For aggressive media or extreme temperatures, PTFE-based seals provide superior chemical resistance and low friction performance.
Key Factors to Improve Sealing Reliability
To enhance sealing reliability in pump systems, the following factors should be carefully considered:
1. Proper Material Selection
Seal materials must be compatible with the pumped medium and operating environment. Common materials include NBR, FKM, EPDM, PTFE, and high-performance polymers.
2. Accurate Seal Design
Optimized seal geometry reduces friction, wear, and heat generation, improving overall pump efficiency and seal life.
3. Precision Installation
Incorrect installation is a major cause of premature seal failure. Proper alignment, surface finish, and cleanliness are essential.
4. Operating Condition Control
Avoiding dry running, excessive vibration, and pressure spikes helps maintain stable sealing performance.
Benefits of High-Quality Pump Seals
Using high-quality sealing solutions brings several advantages:
-
Reduced leakage and maintenance costs
-
Extended pump service life
-
Improved system efficiency
-
Enhanced operational safety
DXTSEALS offers customized sealing solutions for various pump types, helping customers achieve long-term reliability and performance.
Conclusion
Seals play a vital role in the performance and reliability of pump equipment. By selecting the right seal type, material, and design—and ensuring proper installation and operation—industries can significantly improve sealing reliability and reduce downtime. Partnering with an experienced sealing manufacturer like DXTSEALS ensures optimized solutions tailored to your pump applications.